锅炉防腐蚀—抗磨高效新技术
纳米硅晶胶材料
一、现实概况
海南逸盛石化有限公司使用燃料为燃气。刚投运时腐蚀甚微,可几年下来发现腐蚀相当严重,特别是近年,一年内连续几次发生爆管。主要反映在炉膛上部折焰区约70平方米。如不及时处理,很短时间内就要有更换大批炉管的可能。因此建议海南逸盛石化有限公司尽快采取有效的防腐措施,消除不必要的损失。否则这样既增加了检修强度,又耗费了相当大费用。为此建议采用连云港晟源科技发明的纳米硅晶胶防腐技术。该技术在全国大小锅炉上皆有使用,获得良好经济效益。
附:海南逸盛石化有限公司水冷壁管腐蚀实例

二、锅炉水冷壁腐蚀原因
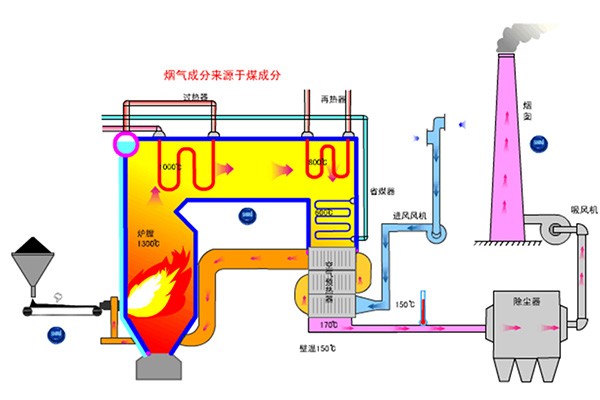
从目前图片上看及结合厂家技术人员反映的情况,燃气炉防腐蚀是多年普遍存在的一种现象,分析原因很多,主要是燃烧介质在高温的情况下与金属表面产生氧化,使部分游离子产生“裂解”而导致腐蚀现象,之所以发生在折焰角是由于炉膛烟气燃烧时是由下而上行走,在折焰角部位密度大、冲刷力强、停留时间长,甚至形成一定涡流状而导致。
三、纳米硅晶胶防腐蚀原理
影响锅炉腐蚀的因素主要有①介质特性②炉膛温度③风气配比④空气动力场特性影响
防止炉膛腐蚀,从运行上主要改善空气动力条件、改善水冷壁表面的防腐蚀性入手;防止炉膛上部腐蚀主要靠降低烟气温度或改善水冷壁表面的防腐蚀性。
1、在炉膛水冷壁上使用纳米硅晶胶材料后,会适当提高炉膛水冷壁的吸热量,分析表明,采用纳米硅晶胶材料后的金属管壁吸热能力比没有采用纳米硅晶胶材料的金属管壁提高7.89%,因此在水冷壁上采用纳米硅晶胶材料后,增强了炉膛的防腐裕量。
2、在炉膛水冷壁上使用纳米硅晶胶材料,因该材料表面具有光滑特点,使介质对管壁的冲刷大幅度减小。
3、纳米硅晶胶材料是经纳米化加工而成的,因而具有了纳米材料共有的特点——比表面能小。防止了水冷壁的沾污,从而可避免或减少腐蚀。

图1、纳米硅晶胶B层用料 图2、纳米硅晶胶A层用料
四、纳米硅晶胶施工方案

1.表面预处理:
1.1 首先对施工部位的管子进行检查,发现管子表面存在凹坑、磨损、硬伤等缺陷,由招标方对管子缺陷处理后,再对钢管表面进行喷砂处理,去除钢管表面积焦、积渣、硬灰、锈层、氧化层直至露出金属光泽,喷砂压力为0.6-0.8MPa。
1.2 喷砂范围要大于管子施工涂层的部位,使下一步施工范围得到充分保证。
2.表面喷砂:
① 表面清洁:去除被喷表面的各种污染物,特别是油脂、污垢、氧化皮、锈、腐蚀物。工作面清洁度达到GB8923-88《涂装前钢材表面锈蚀等级和除锈等级》中规定的Sa3.0级。
② 表面粗糙:涂层与基体的结合以机械结合为主,这就要求基体前处理不仅要除油除锈,还要粗化表面,使用面具有一定的粗糙度。表面粗糙度达到GB11373-89中规定的Rz60~90μm,对管壁厚度不会造成任何损伤。
喷砂处理的目的
a、增大涂层层与基体的接触面积,提高涂层结合度。
b、增加涂层材料与基体表面的相互镶嵌、咬合,起到“锚钩”作用,提高涂层与基体的附着力。
3、活化表面:
喷砂给涂层提供了活性表面能力:如晶格缺陷、塑性变形,产生一定的应力状态,以利于增加涂层粒子与基体表面附着力,提高涂层颗粒与基体的微冶金结合能力。活化效果分析如下:
① 喷砂使工件表面在经过砂粒的反复打击后形成一定的残余压应力,尽管该应力数值极小,但对于松驰工件在涂层过程中涂层热应力,对提高涂层的结合强度有利,同时也可以提高工件的疲劳强度。
② 涂层可除去工件表面上的有机污染物和氧化层,并能增大金属表面晶粒的塑性变形和造成晶格缺陷,使基体表面处于容易发生化学反应的状态,有助于涂层颗粒与基体表面间的物理化学结合強度。
③ 喷砂对管壁厚度损伤说明:喷砂只是喷除表面的污杂物,其喷除管壁厚度≤15μm,此厚度薄,对整个管壁厚度不会产生影响,其次喷砂作业不会产生对管壁的拉裂和吹损,第三喷砂作业是均匀进行的,整个表面的厚度减损是一致的,综上所述喷砂作业只是对炉管达到干燥、清洁、活化表面,提高涂层结合强度一种行之有效方法,不会损伤管壁厚度。
所以工件涂层前进行喷砂处理是极为必要的。而且喷砂后的工件应尽快进行涂层,时间越短表面活化效果越好,涂层质量越高。
A 喷砂要求:先选用12~20目石英砂对工件表面进行粗喷,使其表面清洁度达到Sa3.0级,然后再次用用12~20目石英砂进行表面糙化处理,表面粗糙度达Rz60~90μm,所用砂粒须清洁、干燥,喷砂区域设围护及其它回收措施,确保不污染周围环境,经现场工程师确认后方可进行喷砂。对达不到预处理要求的部位需进行重新喷砂,在进行重新喷砂时要注意对合格部位的保护。
B 喷砂机选用: TS9015型高效喷砂设备
C 压缩空气质量要求:利用现场气源或自备空压机,排气流量≥6m3/min,工作压力0.55~0.8Mpa。
D 操作方法:喷砂距离150~200毫米,喷砂角度与基体50~70℃。
E操作顺序及检验要求:先用石英砂粗喷一遍,完全清除表面积焦、积渣,再用石英砂涂层一遍,清除表面氧化层,再用石英砂细喷一遍,清除炉管表面裂纹中杂物。喷石英砂及铁砂作用仅仅是糙化基材表面,达到涂层要求的表面粗糙度,而不会对管壁厚度造成任何损伤,用粗糙度样块对照检验,喷砂后管壁表面应干燥,无灰尘、无油污、无氧化皮、无锈斑及其它杂物,基材表面呈现均质的灰白色金属外观。
F 在涂层前应检查预处理的表面:发现有锈蚀或部位不合格的应重新进行处理,合格后用测厚仪对管壁进行测厚δ1。若发现有严重减薄或裂纹现象时,提请甲方换管或补强。经过喷砂处理的管子须在4-6小时内进行涂层,涂层之前要检查涂层管子上是否还留有余灰,可用压缩空气将余灰等清除干净再实行涂层。
F涂层方式:为防止在涂层过程中产生局部温度过高,在实际操作中控制层间温度不得高于800C。在每个施工区域或每天施工区域交界处应设计出过渡层,在过渡层处涂层厚度应由厚到薄并设明显标记。在具体施工中我公司确定在夜间进行喷砂,白天进行涂层工作。采用井字型涂层方式,分层、分区作业,局部区域涂层达到工艺设计厚度后再移换到其他区域,确保涂层层的厚度均匀及结合力,防止出现漏喷现象。涂层完毕后,应进行涂层质量检验,并测量厚度 δ2,若 δ2-δ1≥0.7毫米,判定合格,可进入下一道工序,否则对不合格部位应进行补涂层。

纳米硅晶胶水冷壁施工实例
G流程:
序号 | 项目 | 材料 | 涂层质量标准 | 备注 |
1 | 涂层砂 | 石英砂(粗喷) | 清除表面积焦、积渣 | |
2 | 喷A层 | 纳米硅晶胶A型 | 炉管表面找平 | |
3 | 喷B层 | 纳米硅晶胶B型 | 炉管防腐蚀层 | |
4 | 喷C层 | 纳米硅晶胶C型 | 炉管防磨层 |
H操作注意事项:
a 分块作业,局部区域涂层达到设计厚度后再移换到其他区域,搭接部位设置辩认标志。操作时,层间温度不得高于80℃。
b 涂层前应在试板上试喷,以便调节电压、电流、送丝速度、压缩空气流量,检查气路的活接头及软管接头,不得有漏气现象。如发现送丝不稳、电弧不稳定燃烧、严重漏气等特殊现场应及时检查、调整。调节电压时应断开主回路,以免损伤涂层电源。
注:涂层过程中烧损的导电嘴磨损应及时更换,加工精度不合格的导电嘴禁止使用。
4、质量说明
A、喷砂质量:
选用12~20目优质石英砂去除管壁表面氧化皮,直至管子表面露出金属光泽,使表面清洁度达到GB8923-88《涂装前钢材表面锈蚀等级和除锈等级》规定的Sa3.0等级。
B、涂层质量:
① 涂层外观:涂层层要均匀、光滑、致密性强、无起皮、龟裂、脱落等不正常现象,表面平整、光洁、致密、不起尘和不鼓泡,基材不变形,膨胀自由不产生裂纹。
② 喷砂的磨料须清洁、干燥、无油污,颗粒粗细要均匀。
③ 经过喷砂后管子的磨损量不得超过0.08mm,表面无明显麻点,锈蚀、渣皮等黏附物,管子一定要全部露出金属光泽。
④ 涂层厚度:使用的缺陷在涂层厚度的把握上有如下措施:一是要求监督施工人员在操作过程严格按操作规范施工;二是通过涂层材料的消耗来控制涂层厚度;三是依照施工前预设参数操作,涂层代样或现场抽取实样用卡尺测量检验;四是在对金属表面进行了喷砂处理后,先用便携式涂层测厚仪进行较大量的取点测厚δ1,而后再在热涂层完毕,封孔前对管壁取点测厚δ2,并对数字进行微量修正,两平均数值之差即为涂层厚度。
⑤ 涂层结合强度(涂层与基体):采用拉刀检验,使用特制拉刀,在涂层层上进行纵横条状况呈“#”字形拉痕,观察其是否存在片屑状剥落。安装时与支架磨擦不得脱落、起皮。
⑥ 售后服务:发现问题48小时到达现场,中小修时随时做好维护工作。
五、纳米硅晶胶使用后效果
1、提高了锅炉的抗腐蚀磨损氧化寿命;
2、增强了锅炉运行能力;
3、由于炉膛温度的降低以及纳米硅晶胶较低的表面能来阻止锅炉水冷壁大面积腐蚀;
4、避免了投运水力吹灰造成的冷热交变情况下,引起锅炉管材变形破裂的事故发生率,提高了锅炉运行的安全可靠性;
5、增加了锅炉对介质的适应能力,提高了锅炉运行的经济性,降低锅炉运行生产成本。
6、有效降低热力型NOX的生成(约5%左右)。
7、涂层后锅炉吸热量的增加可提高锅炉效率1%以上。
8、锅炉的烟气温度的降低,使锅炉引风机等设备的电耗相应有所降低。